跟着总书记看中国|石椅村的好样子
读日报
读晚报
读酒报
《烟台市基本公共服务标准(2024年版)》发布
烟台市2024年首例造血干细胞捐献者 蓬莱籍在读博士葛军麟赴济捐献
注册会计师新考纲备考资料
【鑫荟金行 | 3.8女神节】特惠专场宠爱来袭!9.9元狂抢超值权益!悦享焕新,美耀春日!
烟台市民文化艺术季暨莱阳“陌上花开·梨乡花语”赏花季正式启动
中国光大银行烟台分行开展3·15金融知识系列宣传活动
好房好礼好优惠 3月10日莱阳五龙广场逛春季房交会盛大开幕
打击网络谣言 共建清朗家园 中国互联网联合辟谣平台2024年3月辟谣榜
烟台乘用车消费券来啦 一次性投放3700张
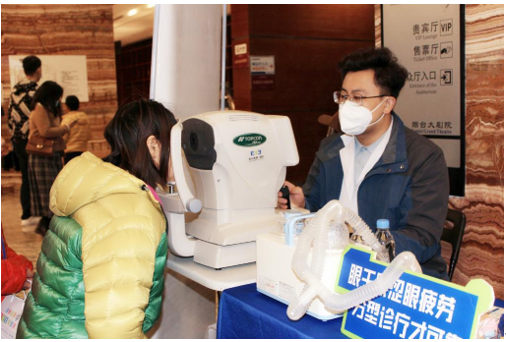
强国梦想,明眸相伴烟台爱尔眼科大力支持全国中小学生少儿艺术盛典(烟台分会场)